精密機械廠
精密機械零件加工
桃園精密機械廠-精密機械廠
精密機械零件加工
桃園精密機械廠
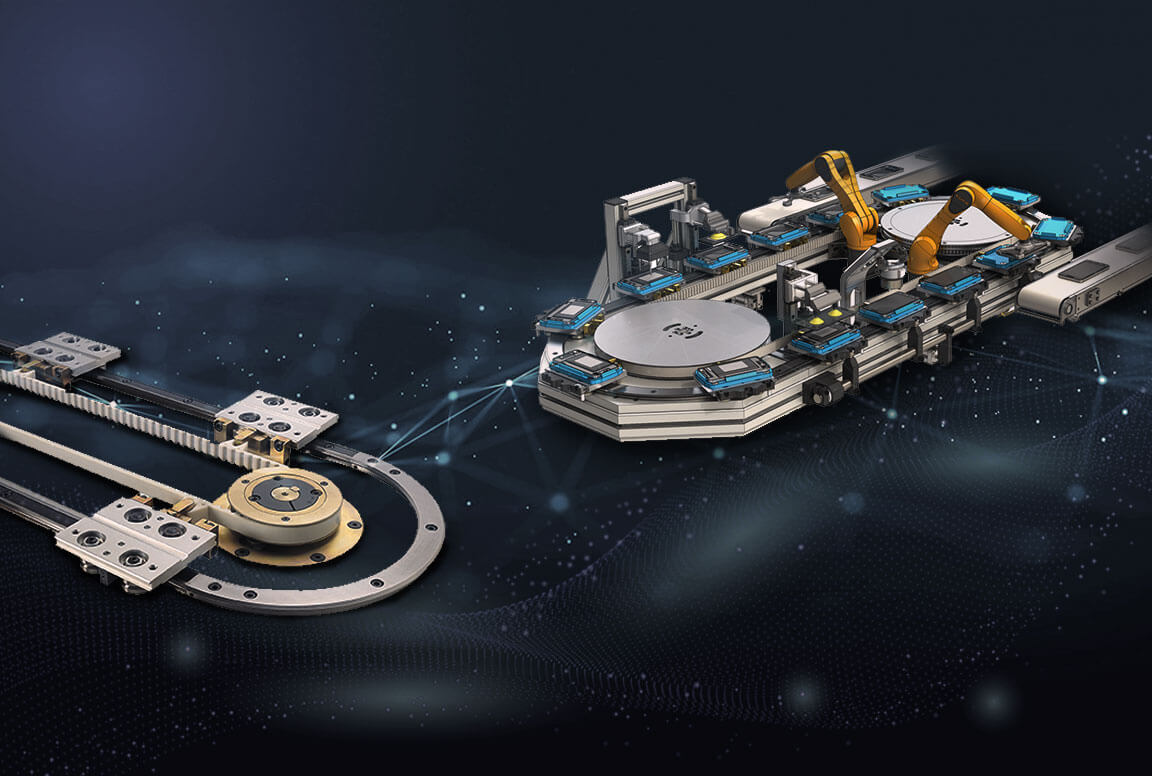
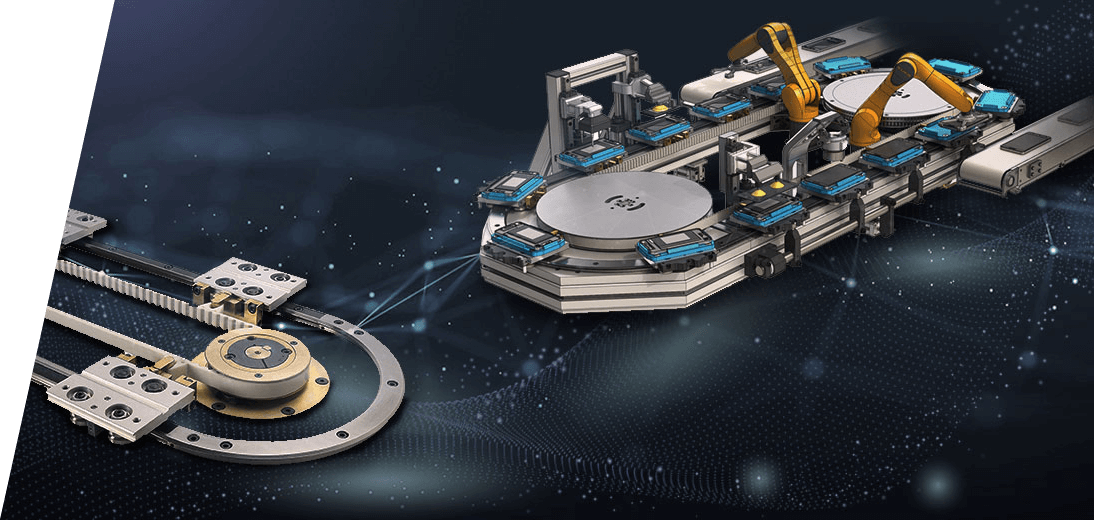
弧形運動
SOAR 提供一系列曲線運動系統零部件。
HEPCO環形導軌DTS、DTS+、DTS2、GFX、圓弧導軌PRT2、HDRT及圓弧節段導軌等…
產品可搭配皮帶輪、齒輪、螺桿等傳動,亦可結合直線運動組成方型、矩型、S型等多種規格。
另提供不銹鋼規格,可廣泛運用於食品、醫療等產業。
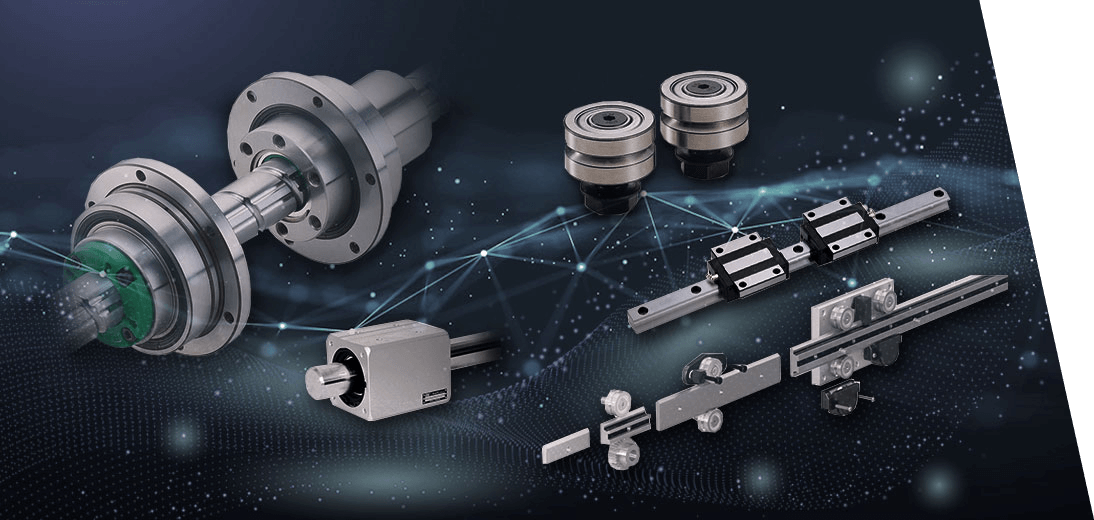

直線運動
SOAR提供一系列的直線運動零部件 ,能夠滿足廣泛的自動化和直線運動應用。
包括常見的線性滑軌、滾珠螺桿、HIWIN上銀滾珠花鍵、UHING無牙螺桿等…。
另有適用於惡劣環境或腐蝕性環境的HEPCO專用導軌GV3、HDS2及SL2不銹鋼系列滑軌和導輪。
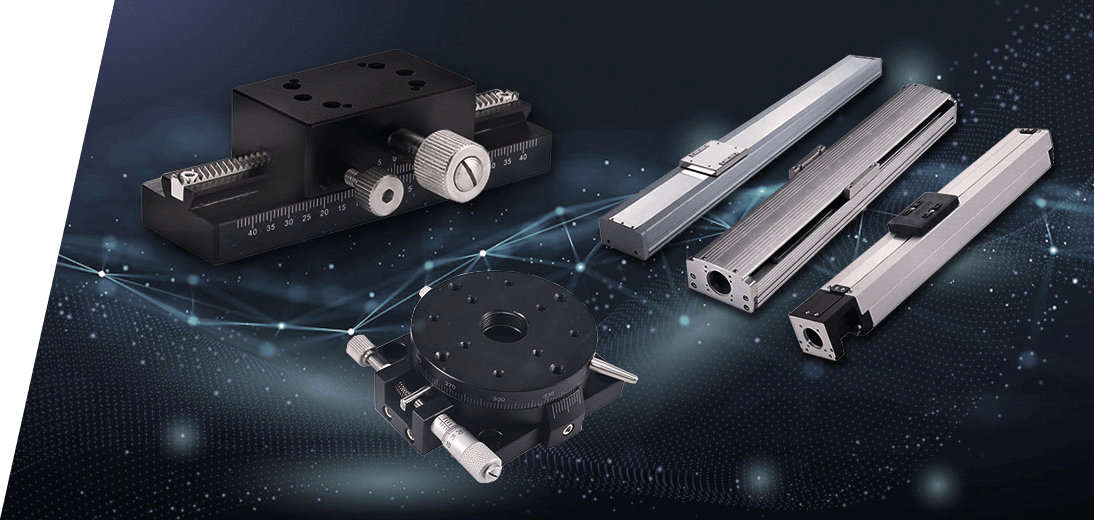
模組化產品
模組化產品以高精度及便利性為主。
包含單軸機器人,亦可組成XY兩軸或三軸等龍門系統。
另有各軸向精密手動及電動精密位移平台及旋轉平台可供參考。
常應用於高精密產業、半導體產業、醫療自動化產業、FPD面板搬運、檢測或試驗環境。



AirTAC亞德客
系列產品包含線性滑軌、氣缸執行元件、氣源處理元件、控制元件、輔助元件。 線軌更具備了高剛性、高精度、自動調心的能力、具備互換性,產品廣泛運用於汽車、機械製造、電子技術、醫療器材、食品包裝等自動化工業領域。
MORE +About
關於我們
翔盛精密股份有限公司,為專業的傳動零件代理商,主要服務的產品項目為各類型的線性滑軌、滾珠花鍵軸、精密滾珠螺桿、伺服馬達、諧波減速機等機電整合相關性產品。 代理英國HepcoMotion弧形滑軌、環狀滑軌系統、V型滑軌及V軌滾輪等。專業的服務團隊本著以精湛確實的傳動技術,作為企業經營理念,提供高品質、高效率的服務。
提供快速交貨服務,可信賴的高品質產品,目前在台灣有許多製造業客戶在使用,也廣受好評。秉持著品質第一、專業服務的精神,整合全球營運資源努力滿足客戶需求。
實例探究
-

翔盛精密股份有限公司
發佈:2023/09/19翔盛精密股份有限公司,為專業的傳動零件代理商,弧形滑軌、無牙螺桿、線性滑軌、滾珠螺桿、直線軸承、軸心等產品銷售及專業服務。專業的服務團隊本著以精湛確實的傳動技術,作為企業經營理念,提供高品質、高效率
-

HEPCOMOTION 2012年倫敦奧運會聖火池申請
發佈:2023/07/05參加奧運會無疑是任何運動員職業生涯的亮點,但當英國設計師托馬斯·希瑟威克 (Thomas Heatherwick) 被選中為 2012 年倫敦奧運會設計主火炬時,他一定以為自己已經獲得了金牌。
-

真空軸承應用 SL2 滑軌
發佈:2023/07/05總部位於法國的 Riber 是全球領先的分子束外延 (MBE) 設備供應商,該設備用於半導體製造中的晶體沉積。
-

收割機器人可以使綠蘆筍更便宜 DLS 線性導軌
發佈:2023/07/05為什麼蘆筍是歐洲最昂貴的蔬菜之一?因為收割機必須費力地逐個刺穿每根莖。機器人可以改變這一現狀,不萊梅機電一體化中心 (BCM) 的工程師正在開發一款機器人。它與收割工具配合使用,收割工具在線性引導系統
About
關於我們
翔盛精密股份有限公司,為專業的傳動零件代理商,主要服務的產品項目為各類型的線性滑軌、滾珠花鍵軸、精密滾珠螺桿、伺服馬達、諧波減速機等機電整合相關性產品。 代理英國HepcoMotion弧形滑軌、環狀滑軌系統、V型滑軌及V軌滾輪等。專業的服務團隊本著以精湛確實的傳動技術,作為企業經營理念,提供高品質、高效率的服務。
提供快速交貨服務,可信賴的高品質產品,目前在台灣有許多製造業客戶在使用,也廣受好評。秉持著品質第一、專業服務的精神,整合全球營運資源努力滿足客戶需求。