精密級滾珠螺桿系列
商品圖像

 SOAR-滾珠螺桿 SOAR BallScrew
SOAR-滾珠螺桿 SOAR BallScrew 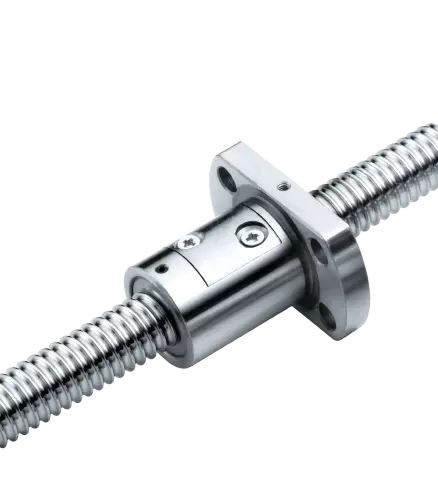 精密級小珠徑滾珠螺桿 Miniature BallScrew
精密級小珠徑滾珠螺桿 Miniature BallScrew 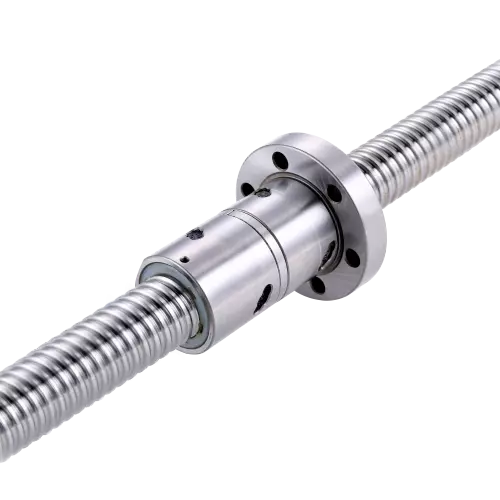 精密級內循環滾珠螺桿 Internal Ball BallScrew
精密級內循環滾珠螺桿 Internal Ball BallScrew 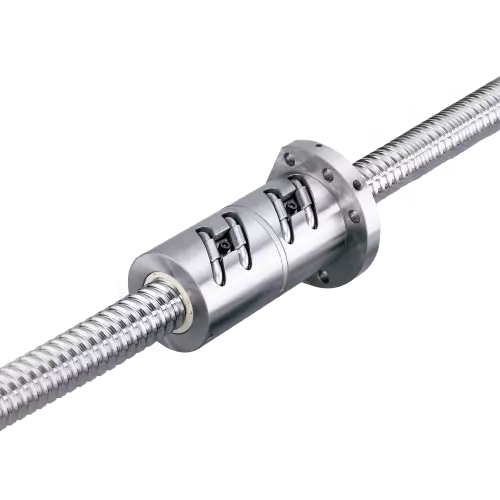 精密級外循環滾珠螺桿 External Ball BallScrew
精密級外循環滾珠螺桿 External Ball BallScrew 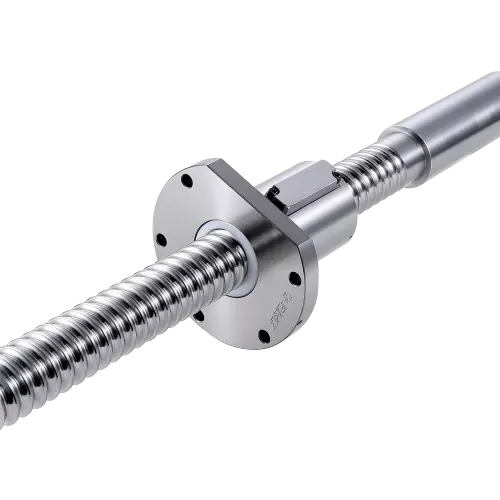 精密級高負荷滾珠螺桿 PHeavy Load BallScrew
精密級高負荷滾珠螺桿 PHeavy Load BallScrew  精密級高導程滾珠螺桿 High Load BallScrew
精密級高導程滾珠螺桿 High Load BallScrew  精密級端蓋型滾珠螺桿 End Cap BallScrew
精密級端蓋型滾珠螺桿 End Cap BallScrew  精密級端塞型滾珠螺桿 End Deflector BallScrews
精密級端塞型滾珠螺桿 End Deflector BallScrews  轉造級滾珠螺桿-FSIN
轉造級滾珠螺桿-FSIN  轉造級滾珠螺桿-FSIW
轉造級滾珠螺桿-FSIW  轉造級滾珠螺桿-FSKW
轉造級滾珠螺桿-FSKW  轉造級滾珠螺桿-FSBW
轉造級滾珠螺桿-FSBW  轉造級滾珠螺桿-SSVW
轉造級滾珠螺桿-SSVW
高信賴性
PMI 之滾珠螺桿是十多年來所累積製造技術為基礎,從材料、熱處理、設計、生管、品管到出貨,都有一定的處理作業,其制度化的管理讓我們的滾珠螺桿給顧客高度的信賴性。
高精度的保證
PMI 之滾珠螺桿其螺桿與螺帽都在恆溫室內做精密加工、研磨、裝配及品管,可保證高精度的品質,請查閱精度檢驗證明。
優異的耐久性
PMI 以累積十多年的滾珠螺桿的生產技術,採用德製鋼材施以本公司特有的先進處理及研磨技術,可供給耐久性優異的滾珠螺帽與滾珠螺桿。
高效率
滾珠螺桿其運轉是靠螺帽內的鋼珠作滾動運動,比傳統滑動螺桿有更高的效率,所需的扭矩只有傳統滑動螺桿的 1/3 以下。所以可輕易地將回轉運動轉變為直線運動。
無背隙與高剛性
PMI 之滾珠螺桿採用哥德式 (Gothic arch) 溝槽形狀、使鋼珠與溝槽能有最佳接觸以便輕易運轉。若加入適當的預壓力,消除軸方向間隙,可使滾珠螺桿有更佳的剛性,減少滾珠和螺帽、螺桿間的彈性變形,達到更高的精度。
設計理念
針對滾珠螺桿刮刷機構進行特殊設計開發,滾珠螺桿以多層接觸式防塵單元發揮產品優越的除屑刮刷能力。
高搭配性
滾珠螺桿高防塵刮刷器目前可搭配 E-type、D-type 等各內、外循環螺帽型式。
防塵效果提昇
刮刷器本身彈簧承靠面縮小,增加單點牙型貼合效果,加強刮刷能力。
刮刷續航力佳
刮刷器外圈利用彈簧迫緊,當刮刷器產生磨耗會自動調整刮刷器預緊力。
高耐用性
利用貼合螺桿牙型刮刷器與接近軸斷面形狀的密封墊,使木屑等級之粉塵無法進入螺帽內部。
高密封墊圈
螺桿的特殊溝槽設計,使刮刷器內部的高防塵密封墊圈能完全貼合螺紋表面,因此可同時達到除屑以及防塵的雙重功效。
刮刷器設計
刮刷器貼合牙型的延伸設計,使刮刷效果大幅提昇,而在螺帽總長有別於一般規格,有關螺帽總長的問題,請聯絡我們。
螺桿軸端設計
螺桿任一側軸端建議小於螺桿根徑dr,若有螺桿肩部尺寸問題,請聯絡我們。
高防塵滾珠螺桿應用
木工加工機械、雷射加工機、高精度輸送設備、機械手臂或一般工具機等需防塵的加工環境。


高精度的保證
PMI 之滾珠螺桿其螺桿與螺帽都在恆溫室內做精密加工,研磨裝配及品管,可保證高精度的品質 :

優異的耐久性及高效率
PMI 以累積十多年的滾珠螺桿的生產技術,採用德製鋼材施以本公司特有之處理及研磨技術,可供給耐久性優異的滾珠螺桿。 滾珠螺桿其運轉是靠螺帽內的鋼珠作滾動運動,比傳統滑動螺桿有更高的效率,所需的扭矩只有傳統滑動螺桿的1/3以下 所以可輕易地將直線運動轉變為回轉運動。
無背隙與高剛性
PMI 之滾珠螺桿採用哥德式 (Gothic arch) 溝槽形狀 (如右圖) 使鋼珠與溝槽能有最佳接觸以便輕易運轉若加入適當的預壓力,消除軸方向間隙,可使滾珠螺桿有更佳的剛性,減少滾珠和螺帽 螺桿間的彈性變形,達到更高的精度。


導程精度


預壓扭矩
轉動施有預壓之滾珠螺桿時,所產生之預壓扭矩的名詞如下圖所示。預壓扭矩變動率的容許範圍是以 JlS 規格規基準,如下表扭矩變動率的容許範圍所示。

扭矩變動率的容許範圍

基準扭矩的計算

滾珠螺桿幾何公差標示

上圖為 PM 滾珠螺桿幾何公差圖面標示方法,其定義如下:

滾珠螺桿的幾何公差檢驗,本公司的必要檢驗項目如下:
◎ PMI 外循環式滾珠螺桿

◎ PMI 內循環式滾珠螺桿

◎ 特別碼
精密級滾珠螺桿的製作範圍
最小外徑 4mm 軸長可達 150mm
最大外徑 120mm 軸長可達 10000mm
註:以上為普通的製作尺寸,若有特殊規格請與本公司業務聯絡。
轉造級 滾珠螺桿的製作範圍
最小外徑 8mm 軸長可達 1000mm
最大外徑 80mm 軸長可達 6000mm
註:以上為普通的製作尺寸,若有特殊規格請與本公司業務聯絡。

安裝方法對於選擇滾珠螺桿的規格時為重要的項目 如圖下圖列舉三種最常用安裝方法。而安裝方法的差異在容許軸向負荷的公式解說。

(1)挫屈負荷
因為工座檯、工件…等自重,對螺桿產生的壓縮負荷,所以必須驗算其對螺桿軸挫屈的安全性。如下公式所示:

(2)容許拉仲壓縮負荷
當安裝的距離比較短時,安裝方式的差異影響較小,由另外兩種方法驗算之:
a.螺桿軸之降伏應力的容許拉仲壓縮負荷 :
P = e. A = e.π.dr2 / 4
在此
最大軸方負荷必須遠小於的基本靜額定負荷。詳細說明請參照滾珠溝槽部之容許負荷。
(1)危險速度
當發生共振時之速度,稱之為危險速度。共振產生時的影訾之大造成加工品質不良,甚而造成機器損壞,所以一定要極力避免馬達之轉速和滾珠螺桿的自然頻率發生共振。本公司以危險速率的80%以下為容許轉速。如下公式所示 :
若求得的容許轉速不符合貴公司的設計需求時可在中間加裝支撐以提高螺桿之固有振動,藉此提高容許轉速。

(2)滾珠螺桿的dm,n值
dm 為螺桿之節圓直徑、n 為滾珠螺桿的最大轉速,所以 dm,n 值即表示滾珠之公轉速度。其為影響滾珠螺桿的噪音、工作溫度、壽命與循環系統之最大因素。
一般而言滾珠螺桿值的限制如下式:
精密級 : dm,n ≧ 70000
轉造級 : dm,n ≦ 50000
但隨者製造技術的提升,dm,n 值已不再受此限制。值甚至己有高達十萬以上的滾珠螺桿。
若有大 dm,n 值之需求,請接洽本公司業務人員。
此種 dm,n 值之限制,僅供一般參考。
於同一牙底直徑的螺桿,其值是隨螺桿兩端之安裝方式、安裝間距之變化而有不同的容許值。
1、完全牙 : (使用內循環式螺帽時)
當為內循環滾珠螺桿時,由於螺帽裝配時之需要,在設計軸端時至少必須有一端是完全牙,且至末端為止的直徑都必須比牙底直徑小0.2mm以上。
2、螺桿軸雌及螺帽周邊之設計 :
機檯的設計,必須注意滾珠螺桿安裝時的週邊機構。避免因週邊機構的影訾或限制,造成安裝滾珠螺桿於機檯上時,必須將螺帽和螺桿分離拆開。因為分離時難免會引起鋼珠的脫落, 螺帽的組裝精度反預壓力變化,滾珠螺桿外循環彎管破損等情形發生,嚴重者將會造成滾珠螺桿的損壞而不堪使用,不得不卸下時,請與本公司聯絡會有專人與您服務。
3、有效螺紋兩測雌部的硬度 :
滾珠螺桿的熱處理是採用中週波感應熱理,所以螺紋兩端各 15mm 長不在有效熱處理範圍內,硬度會較低,故決定有效螺紋長度時請加以考慮。
4、中間支撐座 :
螺桿過長時,由於自重而中間產生下垂現象,此現象曾導致螺桿承受徑同負荷,也會有因螺桿軸之回轉而給軸端加上過大的彎曲應力之危險。 在此建議可以在螺桿下萬多加設中間支撐構造,以抑制螺帽因自重所產生的下垂量。支撐構造肓裝置於螺桿的螺帽周圍, 能在軸方向做移動的移動軸偏震抑制裝置以及於機台上之固定式軸偏震抑制構造等兩種。但使用固定式時須注意當工作檯通過其上方時,要能避開。



